Higher quality & throughput - through combined competence to more efficient dressing rolls
With a jointly developed new dressing roll, the experts from the DVS Technology Group succeeded in optimizing practically all parameters in production with a Buderus Moduline.
The initial situation with the internal grinding process on an AL145-Moduline-I-A-H-8TR-Simac-LA from Buderus was clearly unsatisfactory: The process did not run stably, the achieved roundness was at the upper tolerance limit with approx. 2µ and the roughness was too fine with smaller Rz1.
In addition, the dressing cycle for internal grinding was only 20 workpieces; the dressing roll had very high wear.
In order to significantly optimize this process and its results, the experts from DVS Tooling, Buderus Schleiftechnik and Naxos Diskus jointly developed a solution that incorporated their respective specific know-how. The aim was to significantly improve both machining quality and cost-effectiveness.
The new dressing roll was to have a longer service life and tear up the grinding wheel more during dressing to achieve a higher roughness (Rz).
In addition, a new specification for the internal grinding wheels had to be found that generates less pressure during grinding in order to improve the roughness values and roundness values. The service life of the grinding wheel was also to be improved in the process.
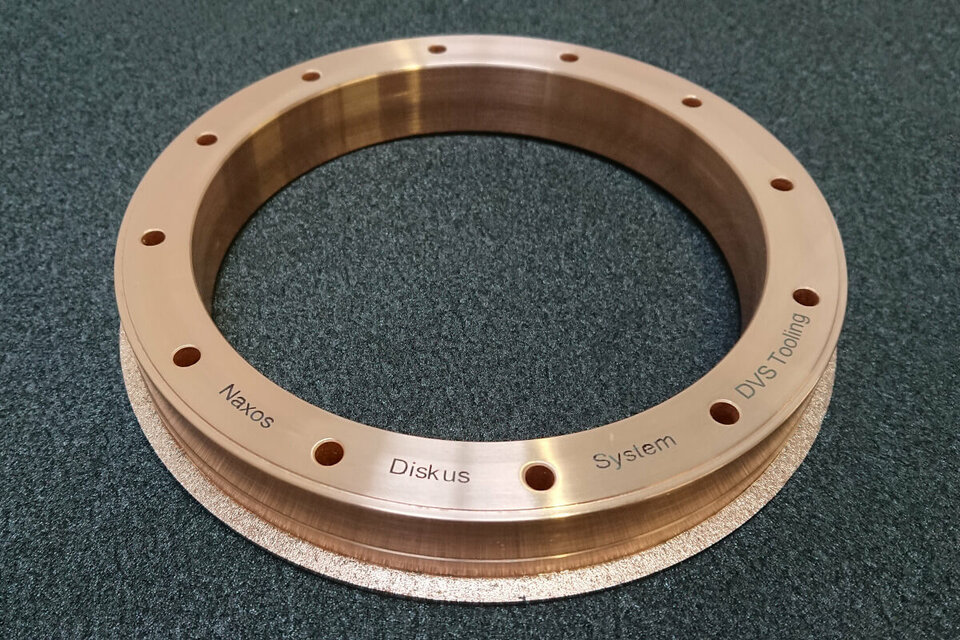
The new dressing roll developed by DVS Tooling is now sintered and not electroplated as before. Dimensions of the sintered dressing roll Ø100x3mm with a diamond grit size of D301. The electroplated roll had a dimension of Ø100x3.35mm with the same diamond grit size. Already during the first test with the new roller, a clear improvement was noticed: The tool life increased fivefold and the roughness values improved.
For this purpose, Naxos Diskus manufactured an optimized CBN internal grinding wheel with a new bond in grit size B107, which requires significantly less bond for the same strength. As a result, the internal grinding wheel has a significantly higher proportion of pore space and thus less pressure is generated during grinding. A further test with roller and newly developed grinding wheel showed a significant improvement in all areas: Roundness values were now in the middle of the tolerance, roughness values at Rz2µm. The dressing cycle was increased from 20 to 30 workpieces at the first attempt.
With 82,500 workpieces, the new dressing roll showed almost ten times the service life. Since then, the process has been running stably and the customer is enthusiastic about the simultaneous increase in quality and efficiency with his Buderus AL145-Moduline-I-A-H-8TR-Simac-LA.
Only through the intensive cooperation of our DVS Technology triangle Buderus, DVS Tooling and Naxos Diskus did we succeed in coordinating the tools and the machine in such a way that the problem could be solved sustainably.
Leitung Vertrieb | Sales Manager
Ronny Sünderhauf
T.: +49 151 706 88 952
ronny.suenderhauf@naxos-diskus.de
NAXOS-DISKUS SCHLEIFMITTELWERKE GMBH
Werner-von-Siemens-Str. 1
35510 Butzbach


